Achieving Packaging Excellence in Food & Beverage:
In the competitive food and beverage landscape, manufacturers face a continuous challenge: maximizing line throughput while maintaining absolute product integrity. To prevent operational bottlenecks and eliminate product giveaway, processing facilities are moving away from fragmented, multi-vendor lines toward integrated, high-performance automation ecosystems.
True production efficiency requires end-to-end packaging excellence, ensuring your product moves from bulk to bottle with zero compromise. Here is how modern packaging technologies are redefining performance, precision, and line security.
Food and beverage formulations span a wide range of fluid dynamics. A high-performance production line must adapt effortlessly to changing manufacturing runs without sacrificing speed or accuracy.
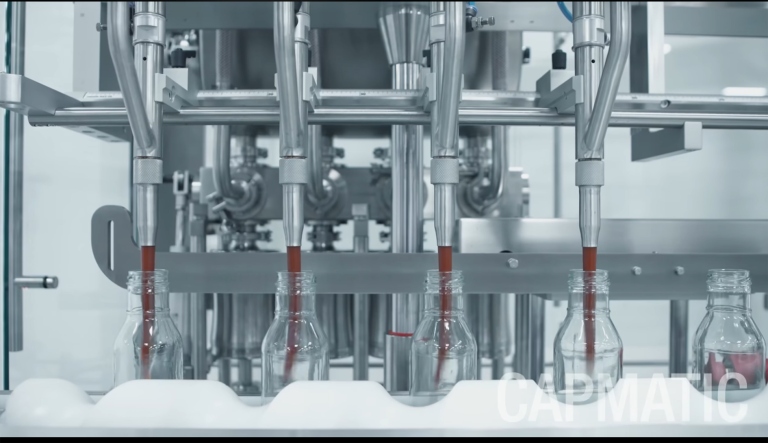
A Versatile Range: Filling systems must be engineered to expertly handle everything from water-thin liquids to dense semi-viscous and high-viscous products, including challenging textures like heavy sauces, honey, and industrial oils.
Precision Dosing: Utilizing the correct precision technology—such as volumetric, piston, or flow-meter filling—is critical to ensure an exact dosage every single time, maintaining strict brand consistency and volume contro
2. Advanced Solid Dosage Filling
The expansion of the health and wellness sector has blurred the lines between food production and nutraceuticals. Modern facilities require advanced solid dosage systems capable of high-accuracy counting and filling. This specialized machinery ensures that high-value food supplements, nutraceuticals, and specialty ingredients are packed with zero damage and absolute count integrity per container.
3. High-Performance Monoblock Systems
Floor space optimization remains a top priority for plant managers. Traditional, spread-out linear configurations introduce multiple container transfers, which increase the risk of spillage or contamination.
Monoblock systems solve this by offering compact, all-in-one solutions. By integrating container filling, plugging, and capping into a single, cohesive, and sterile environment, manufacturers can significantly lower their cleanroom footprints, minimize exposure risks, and streamline routine line maintenance.
Downstream packaging is the final line of defense for product safety, shelf life, and brand presentation.
Precision Capping: Securing various closure styles—such as standard plastic screw caps, press-on caps, or Roll-On Pilfer-Proof (ROPP) closures—demands highly accurate, torque-controlled capping. Proper torque application ensures a completely leak-proof seal and provides visual tamper evidence for consumer safety.
Advanced Labeling: Brand shelf presence depends on flawless execution. High-performance labeling systems must support high-speed, wrap-around, or multi-sided label application. To guarantee compliance and prevent mislabeling, these systems integrate advanced vision inspection technologies for perfect, verified placement.
Future-Proofing the Production Floor
Achieving maximum efficiency in food and beverage packaging comes down to choosing highly flexible, engineering-backed machinery. By unifying liquid or solid dosage filling with compact monoblock sealing and vision-verified labeling, producers can insulate their lines against downtime, protect high-value formulations, and scale their bulk-to-bottle throughput with total confidence.